




贵州日报天眼新闻记者 彭杨
6月12日,安顺市镇宁自治县沙子乡,镇宁红蝶实业公司乐纪重晶石矿山选矿厂数字化调度室内,调度员岑式洋坐在6块显示屏前。屏幕中央,一座按1:1比例复刻的选矿厂3D模型正在实时运转,从原矿破碎、皮带输送到跳汰分选、智能光选、尾矿处理,整个生产流程清晰可见。
这套由企业联合高校开发的数字孪生应用平台,于2025年5月投入运行,彻底改变了传统矿山“人工巡检+经验判断”的生产模式。
“以前一台设备配一个操作工,十几台设备至少要十来个人。现在一个调度员盯着屏幕就行,设备全靠远程控制。”岑式洋说,系统实时采集每台设备的电流、温度、振动等参数,一旦超过阈值立即报警并可远程停机,有效避免了设备烧损等重大故障。
平台还融入了AI智能监测,10条皮带输送线过去全靠人工巡检,如今AI摄像头自动识别跑偏、撒料等问题。“包括工人有没有戴安全帽、有没有离岗,AI都能抓拍。”岑式洋说,数字化不仅提升了效率,更筑牢了安全防线。
井下,另一套数字化系统同步运行。升级后的精准人员定位系统,配合监测监控、通讯联络、压风自救、供水施救、紧急避险六大系统,构成覆盖全矿井的智能安全网。“以前只知道某人在哪条巷道,现在能精确到哪个点位。”矿山调度室主任郭明显说。
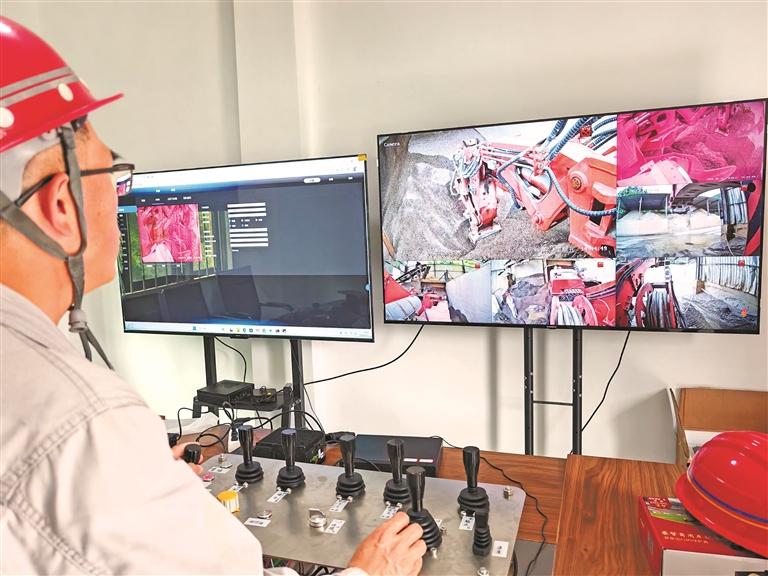
更前沿的探索在地面试验场进行。机电工程师银联军坐在办公室,通过操纵杆远程控制着两公里外的一台橙色扒渣机。这是企业联合高校研发的“非煤井下采掘装备智能感知与多机协同无人作业系统”,已完成了扒渣机和双臂凿岩台车的液压系统智能化改造,正在进行地面联调测试,计划下月投入井下试运行。“目的就是减少人员入井数量,尤其在围岩条件差、有风险的采掘工作面,让机器去,人不用进危险区。”银联军说。