




贵州日报天眼新闻记者 张弘弢 摄影报道
夏日,走进位于安顺经开区的贵州百灵企业集团制药股份有限公司厂区,一片青翠的大草坪映入眼帘,喷灌设备正在作业,两旁的月季花沿途盛开,俨然一座生态公园。
“厂区所有的道路清洁和绿化用水,均来源于草坪之下6米深的地埋式污水处理系统。”贵州百灵设备工程部部长陈洪武告诉记者,生产废水汇集到地下,经设备处理后又用作地面清洁,滚动循环使用。
作为一家从事苗药研发、生产、销售于一体的医药上市公司,贵州百灵生产繁忙,而与苗药生产息息相关的,尤其是在熬制和设备清洗环节,消耗量巨大的水资源显得尤其“金贵”。
“节水就是省钱,作为药企,充分利用宝贵的水资源已是强烈的行业共识。”陈洪武介绍,从2014年起,企业便在8个生产车间都安装了用水计量设备及余热回收装置,拉开了“节水攻坚战”的序幕。
盯准设备清洗和蒸汽泵熬药两个耗水量较大的生产环节,企业进行了一系列的“排兵布阵”。
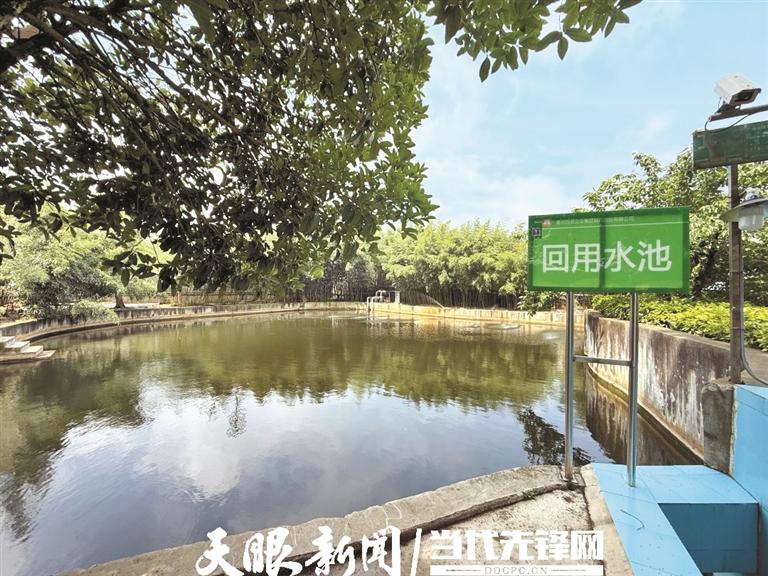
走进企业一期污水处理站中控室,COD、氨氮等实时指标跃然屏上,跳动的绿色数字标志着污染物系数远优于排放标准。靠近中控室旁边的露天回用水池,处理后的水清澈无异味,从出水口哗哗流出。
企业建成一、二期污水处理站,每天能处理2400吨和5000吨生产废水,用于冲厕、除尘、厂区绿化等中水回用,部分汇入市政污水管网流到安顺市第二污水处理厂进行集中处理。
在厂区4号楼制药车间内,银白色的管道和崭新的设备有序陈列,一旁的中控屏对工艺流程进行着注释:通过收集熬药所用的饱和蒸汽汇入闪蒸罐闪蒸,分离出二次蒸汽和冷凝水,分别重返设备工艺端和热力锅炉进行循环使用。企业共有8套这样的蒸汽冷凝水密闭回收装置,覆盖所有生产车间。
在其余生产和生活场景里,感应式水龙头、智能监测水表等节水型设备取代了老旧水具,通过前端节水和后端实时监测,及时发现并解决用水异常问题。
历时近12年,投资2059万元,贵州百灵循环水重复利用率从最初的50%升至90%,年均节水11万立方米,仅2024年一年就节省水费386万元。一系列节水“大招”,让企业成功获评贵州首批省级、国家级绿色工厂和省级节水型企业。
2024年,企业生产片剂每万粒水耗约2.67立方米,仅为《贵州省行业用水定额》中成药制造片剂Ⅰ类先进值的五分之一。
“我们将在已有的节水成效基础上,推进厂区冷却塔建设和二期污水处理站提标改造工作,进一步完善循环水利用系统。”贵州百灵综合部节水工作主任李伟表示,企业将扩大再生水利用规模,拓展应用领域,持续提升水资源综合利用水平,积极创建制药行业节水标杆企业。